


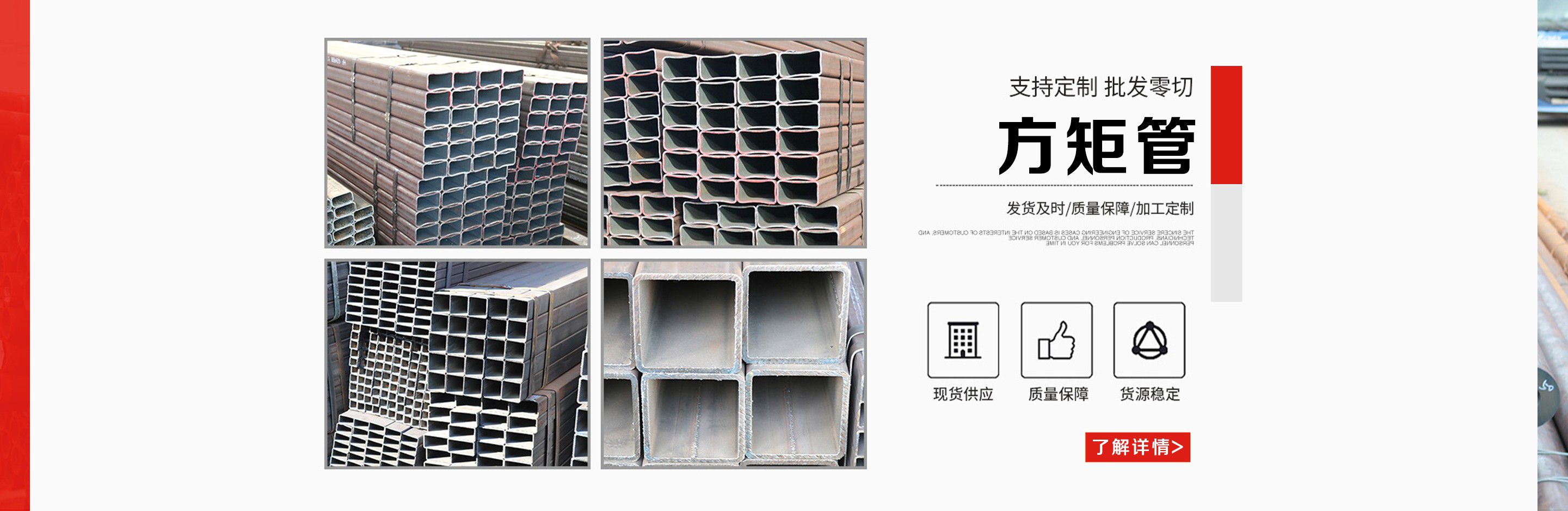
Q355B方矩管的制作工艺
1:挤压加工:运用Q355B方矩管生产线设备,机器设备前后左右四个挤压成型轮为一组,每一组有两个主动轮,持续两组串连排序,无缝管毛胚根据主动轮,导进第一组挤压成型轮→第二组挤压成型轮→第三组挤压成型轮(挤压成型轮组数是多少有实际规格型号而定),无缝管使无缝钢管逐渐挤压加工,此类方式 生产制造高效率,速度更快,耗损低,除较口径外,一般都应用此类加工工艺。
2:冷拉成形:将无缝管毛胚一头顶部缩颈,q690B方矩管,q390B方矩管,q355NE方矩管,2cr13厚壁无缝管,QX60无缝管-聊城睿诺伟业钢铁销售有限公司随后越过Q355B方矩管成形磨具,与发电机组驱动力联接,在驱动力的功效下,使无缝管毛胚根据成形磨具,生产加工成Q355B方矩管,此类生产加工方法为一种规格型号Q355B方矩管相匹配一个磨具,无缝管磨具不可以调节,相对性一吨担负磨具花费高,单生产加工制成品精准度高,也可在一般生产加工的基本上在管中配置一个内磨具,使內外磨具相互配合应用,生产加工高精密Q355B方矩管,成形后历经淬火等调质处理,清除管件热应力,无缝管此类方式 生产加工高效率相对性交低,商品耗损很大,一般只生产加工生产制造较口径Q355B方矩管,高精密Q355B方矩管等。
